ما هي لفائف الصلب المدرفل على البارد؟ شرح كامل لعملية التصنيع
مقدمة شاملة عن CRC: التخليل، الاختزال على البارد، التلدين، التمرير التقشيري، وكيف تؤثر كل خطوة على خصائص المنتج النهائية.
ما هي لفائف الفولاذ المدرفل على البارد؟ شرح كامل لعملية التصنيع
مقدمة شاملة إلى CRC: التخليل، الاختزال على البارد، التخمير، التمرير الجلدي، وكيف تؤثر كل خطوة في خصائص المنتج النهائي.
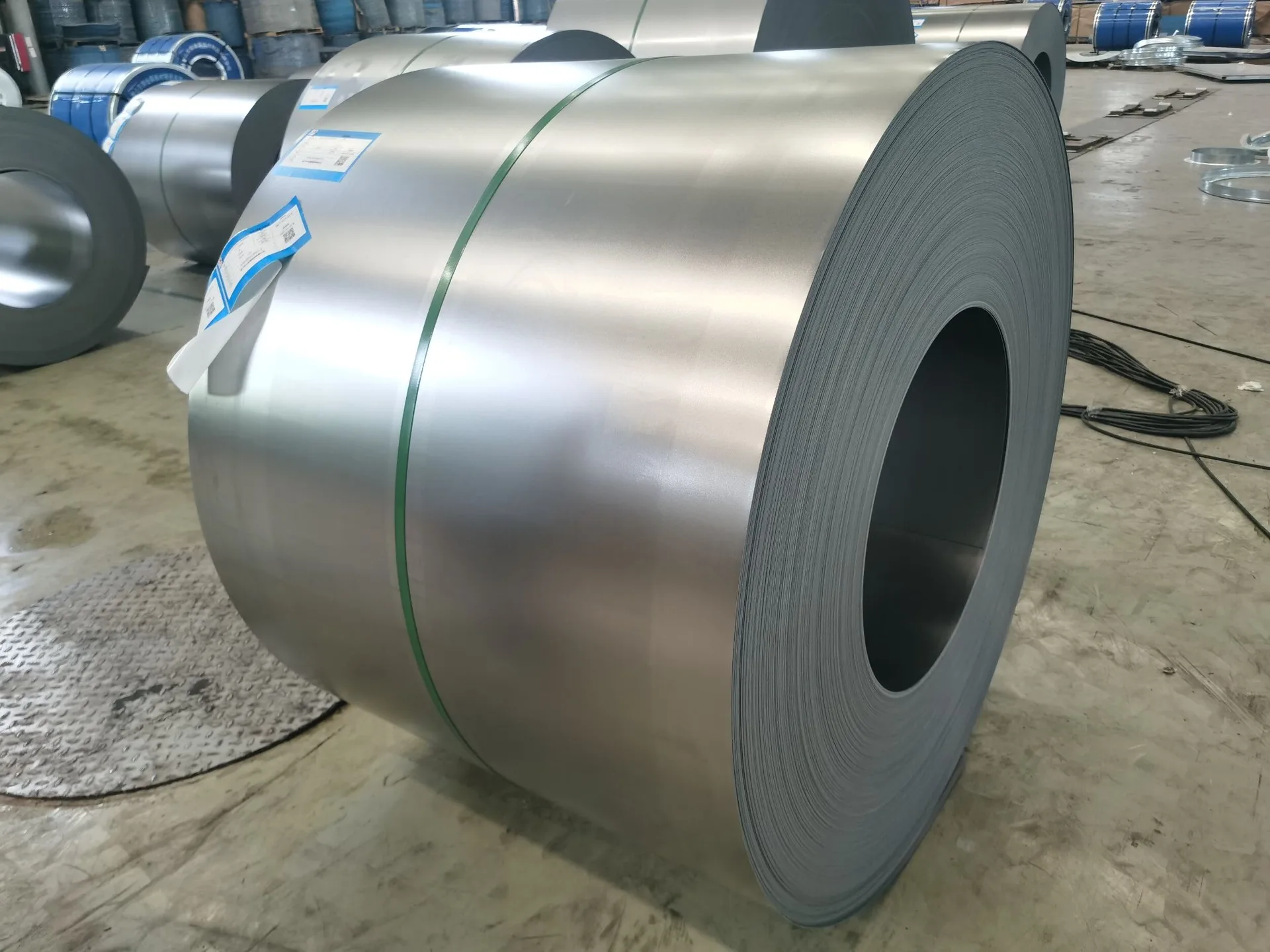
لفائف الدرفلة على البارد (CRC) هي فولاذ مدرفل على الساخن جرت معالجته لاحقًا عند درجة حرارة الغرفة عبر مطاحن الاختزال على البارد لتحقيق سماكات أقل، وسماحات أدق، وجودة سطح فائقة. ويُعد CRC أساس التصنيع الحديث — من السيارة التي تقودها إلى الثلاجة في مطبخك.
يتجاوز الإنتاج العالمي من CRC 200 مليون طن متري سنويًا، مما يجعله أحد منتجات الفولاذ الأعلى حجمًا في العالم.
عملية التصنيع المكونة من 5 خطوات
- التخليل: يدخل HRC (لفائف مدرفلة على الساخن) إلى حمام حمض الهيدروكلوريك (15-18% HCl عند 80°C) لإزالة قشور الدرفلة (طبقة أكسيد الحديد). ويُعد سطح الفولاذ النظيف ضروريًا لعملية الدرفلة على البارد اللاحقة.
- الاختزال على البارد: تمر اللفائف المخللة عبر مطحنة درفلة باردة ترادفية (4-6 حوامل) حيث تُخفَّض السماكة بنسبة 50-90% من دون تسخين. يتحول دخل HRC بسماكة 2.5 مم إلى CRC بسماكة 0.5 مم. وتزيد عملية التشغيل على البارد الصلادة ومقاومة الشد.
- التخمير: يكون الفولاذ المُشغَّل على البارد صلبًا وهشًا أكثر من اللازم لعمليات التشكيل. يعيد التخمير (إعادة التسخين إلى 650-720°C في جو متحكم به) الليونة عبر إعادة تبلور البنية الحبيبية. طريقتان: التخمير الدفعي (BA، 3-5 أيام) والتخمير المستمر (CAL، دقائق).
- التمرير الجلدي (الدرفلة التقسية): درفلة باردة خفيفة (خفض بنسبة 0.5-2.0%) بعد التخمير. الغرض: إزالة استطالة نقطة الخضوع (لمنع علامات إجهاد التمدد أثناء التشكيل)، وضبط خشونة السطح، وتحسين الاستواء.
- التقطيع/القص حسب الطول: يتم تقطيع CRC النهائي حسب عرض العميل أو قصّه إلى أطوال صفائح حسب المطلوب.

CRC مقابل HRC: لماذا تُعد الدرفلة الباردة مهمة
| الخاصية | HRC (مدرفل على الساخن) | CRC (مدرفل على البارد) |
|---|---|---|
| نطاق السُمك | 1.2-25 مم | 0.15-3.0mm |
| سماحية السُمك | ±0.10-0.15mm | ±0.02-0.05mm |
| تشطيب السطح | خشن (قشور الدرفلة) | ناعم (لامع/مطفي) |
| الاستواء | ±10-15مم/م | ±3-5مم/م (منتج CAL) |
| خشونة السطح Ra | 3.0-12.0μm | 0.3-2.0μm (قابل للتحكم) |
| مقاومة الخضوع | 250-350 MPa (نموذجي) | 140-280 MPa (ملدن) |
يوفر CRC الدقة، وجودة السطح، وقابلية التشكيل التي يتطلبها التصنيع الحديث — وهي خصائص لا يمكن أن يوفرها HRC ببساطة.
كيف تؤثر طريقة التخمير على الجودة
- التخمير الدفعي (BA): يتم تكديس 3-5 لفائف في الفرن وتسخينها ببطء خلال 3-5 أيام. ينتج فولاذًا أكثر ليونة مع خصائص جيدة للسحب العميق. يكون التباين بين اللفائف أعلى. مناسب لدرجات السحب العميق DC03-DC04.
- التخمير المستمر (CAL): تُفك اللفيفة وتُمرر عبر مناطق التسخين-التثبيت الحراري-التبريد خلال دقائق. ينتج خصائص أكثر اتساقًا مع تباين أقل بين اللفائف. إنتاج أسرع. قد ينتج منتجًا أصلب قليلًا من BA ما لم يتم استخدام المعالجة بالتعتيق الزائد.
- الاتجاه الحديث: يحل CAL محل BA عالميًا بسبب زيادة سرعة الإنتاج، وانخفاض تكلفة الطاقة، واتساق الجودة بدرجة أكبر. تنتج المصانع الرائدة الآن جودة سحب مكافئة لـ DC04 عبر CAL مع معالجة التعتيق الزائد.
 📷 يرجى رفع صورة ذات صلة بكيف تؤثر طريقة التخمير على الجودة📷 يرجى رفع صورة تفصيلية لكيف تؤثر طريقة التخمير على الجودة
📷 يرجى رفع صورة ذات صلة بكيف تؤثر طريقة التخمير على الجودة📷 يرجى رفع صورة تفصيلية لكيف تؤثر طريقة التخمير على الجودة📌 النقاط الرئيسية
- يتم تصنيع CRC من خلال الدرفلة الباردة لـ HRC في درجة حرارة الغرفة: التخليل ← الاختزال البارد ← التخمير ← تمريرة التشطيب
- يحقق CRC سماحية سُمك ±0.02 مم مقابل ±0.10 مم لـ HRC — وهو أمر حاسم لتصنيع الدقيق
- يعيد التخمير الليونة المفقودة أثناء التشغيل على البارد — دفعي (3-5 أيام) أو مستمر (دقائق)
- تعمل تمريرة التشطيب على إزالة إجهادات التمدد، وتحديد خشونة السطح، وتحسين الاستواء
الخلاصة
يساعد فهم عملية تصنيع CRC المشترين على تحديد المنتج المناسب لتطبيقهم. تؤثر كل خطوة من خطوات المعالجة (التخليل، الاختزال البارد، التخمير، تمريرة التشطيب) بشكل مباشر على قابلية تشكيل المنتج النهائي، وجودة السطح، والدقة الأبعادية.
💬 هل تحتاج إلى مشورة خبراء؟
اختصاصيو الصلب لدينا جاهزون للمساعدة في اختيار المنتج، والإجابة عن الأسئلة الفنية، وتقديم أسعار تنافسية.