Qu’est-ce qu’un coil d’acier laminé à froid ? Explication complète du processus de fabrication
Introduction complète au CRC : décapage, réduction à froid, recuit, skin-pass, et comment chaque étape affecte les propriétés du produit final.
Qu’est-ce que la bobine d’acier laminé à froid ? Explication complète du processus de fabrication
Introduction complète au CRC : décapage, réduction à froid, recuit, skin-passing, et comment chaque étape affecte les propriétés du produit final.
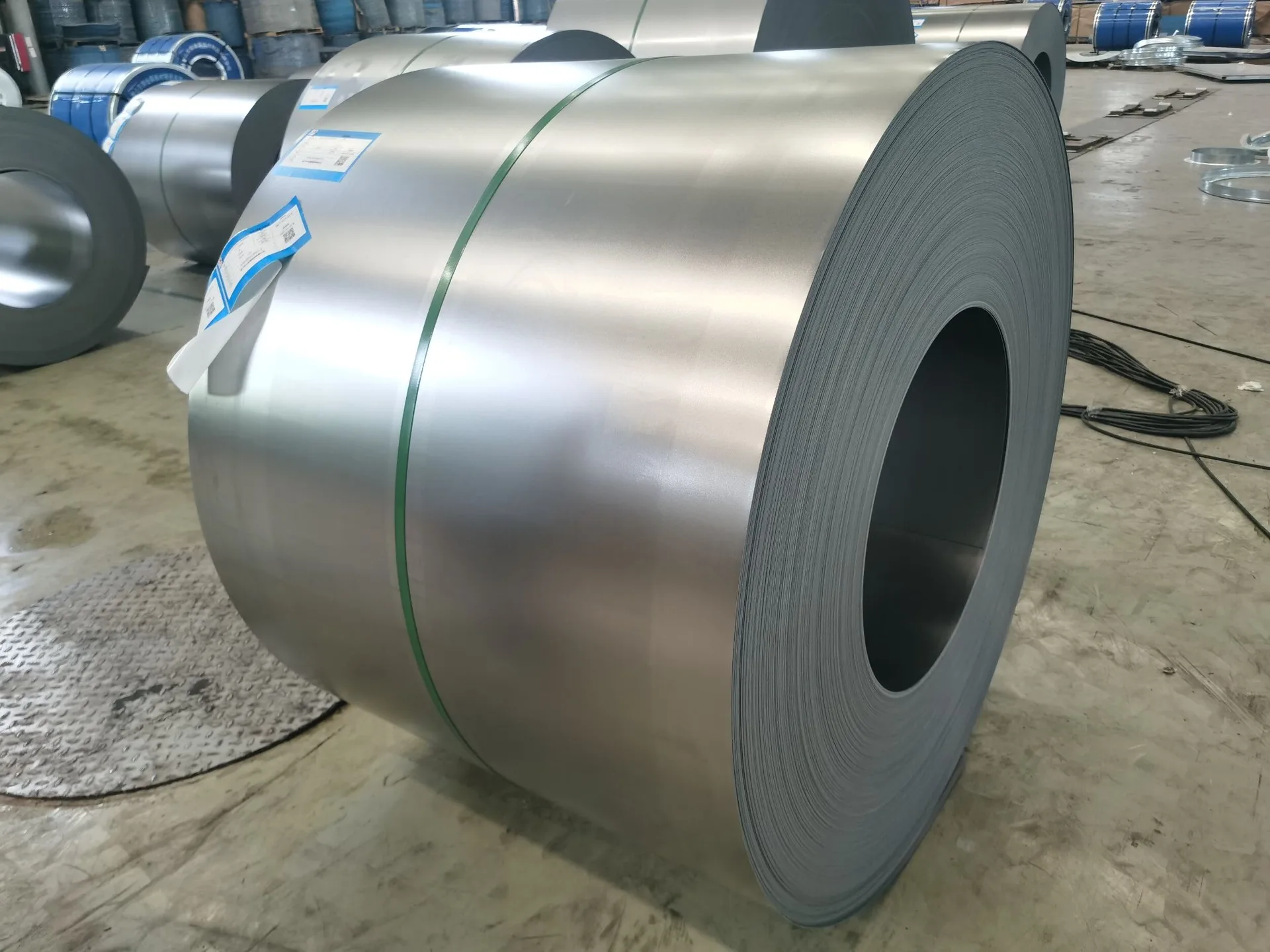
La bobine laminée à froid (CRC) est un acier laminé à chaud qui a subi un traitement supplémentaire à température ambiante dans des laminoirs de réduction à froid afin d’obtenir des épaisseurs plus fines, des tolérances plus strictes et une qualité de surface supérieure. Le CRC est la base de la fabrication moderne — de la voiture que vous conduisez au réfrigérateur de votre cuisine.
La production mondiale de CRC dépasse 200 millions de MT par an, ce qui en fait l’un des produits sidérurgiques aux volumes les plus élevés au monde.
Le processus de fabrication en 5 étapes
- Décapage : le HRC (bobine laminée à chaud) entre dans un bain d’acide chlorhydrique (15-18 % HCl à 80 °C) pour éliminer la calamine (couche d’oxyde de fer). La surface d’acier propre est essentielle pour le laminage à froid ultérieur.
- Réduction à froid : la bobine décapée passe dans un train tandem de laminage à froid (4 à 6 cages) où l’épaisseur est réduite de 50 à 90 % sans chauffage. Une entrée HRC de 2,5 mm devient un CRC de 0,5 mm. Le travail à froid augmente la dureté et la résistance à la traction.
- Recuit : l’acier écroui est trop dur et fragile pour le formage. Le recuit (réchauffage à 650-720 °C sous atmosphère contrôlée) restaure la ductilité en recristallisant la structure du grain. Deux méthodes : recuit en cloche (BA, 3-5 jours) et recuit continu (CAL, minutes).
- Skin Pass (Laminage de dressage) : Léger laminage à froid (réduction de 0,5-2,0 %) après recuit. Objectif : éliminer l’allongement au point d’écoulement (empêche les marques de Lüders pendant le formage), ajuster la rugosité de surface et améliorer la planéité.
- Refendage/Coupe à longueur : Le CRC fini est refendu à la largeur client ou coupé en longueurs de tôle selon les exigences.

CRC vs HRC : Pourquoi le laminage à froid est important
| Propriété | HRC (Laminé à chaud) | CRC (Laminé à froid) |
|---|---|---|
| Plage d’épaisseur | 1,2-25 mm | 0.15-3.0mm |
| Tolérance d’épaisseur | ±0.10-0.15mm | ±0.02-0.05mm |
| Finition de surface | Rugueuse (calamine) | Lisse (brillante/mate) |
| Planéité | ±10-15mm/m | ±3-5mm/m (produit CAL) |
| Rugosité de surface Ra | 3.0-12.0μm | 0.3-2.0μm (contrôlable) |
| Limite d’élasticité | 250-350 MPa (typique) | 140-280 MPa (recuit) |
Le CRC offre la précision, la qualité de surface et l’aptitude au formage qu’exige la fabrication moderne — des propriétés que le HRC ne peut tout simplement pas fournir.
Comment la méthode de recuit affecte la qualité
- Recuit en cloche (BA) : 3 à 5 bobines empilées dans un four, chauffées lentement pendant 3 à 5 jours. Produit un acier plus souple avec de bonnes propriétés d’emboutissage profond. La variation d’une bobine à l’autre est plus élevée. Convient aux nuances d’emboutissage profond DC03-DC04.
- Recuit continu (CAL) : la bobine est déroulée et passe en quelques minutes par des zones de chauffage, de maintien thermique et de refroidissement. Produit des propriétés plus constantes avec une variation inter-bobines plus faible. Production plus rapide. Peut produire un produit légèrement plus dur que le BA, sauf en cas d’utilisation d’un traitement de sur-vieillissement.
- Tendance moderne : le CAL remplace le BA dans le monde entier grâce à un débit plus rapide, un coût énergétique plus faible et une qualité plus constante. Les aciéries de premier plan produisent désormais une qualité d’emboutissage équivalente au DC04 via le CAL avec traitement de sur-vieillissement.
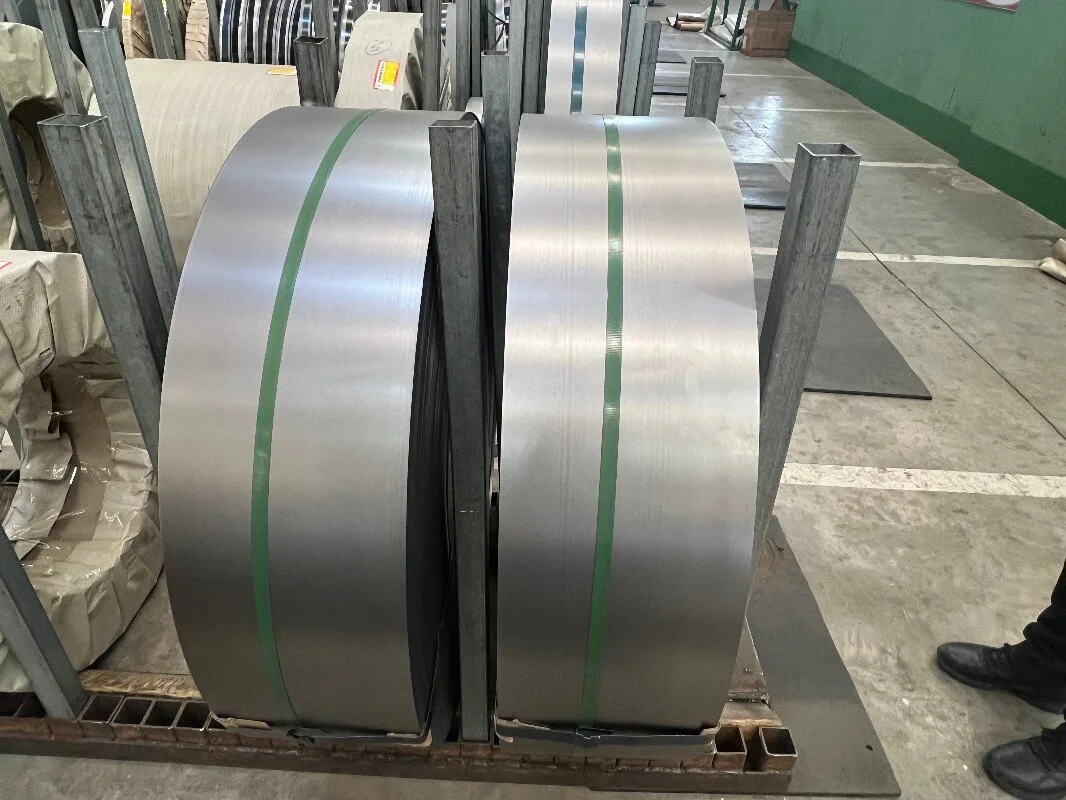
 📷 Veuillez tléverser une image correspondante sur Comment la méthode de recuit affecte la qualité📷 Veuillez téléverser une image de détail sur Comment la méthode de recuit affecte la qualité
📷 Veuillez tléverser une image correspondante sur Comment la méthode de recuit affecte la qualité📷 Veuillez téléverser une image de détail sur Comment la méthode de recuit affecte la qualité📌 Points clés
- Le CRC est fabriqué par laminage à froid du HRC à température ambiante : décapage → réduction à froid → recuit → passe de skin-pass
- Le CRC atteint une tolérance d’épaisseur de ±0,02 mm contre ±0,10 mm pour le HRC — un point critique pour la fabrication de précision
- Le recuit restaure la ductilité perdue pendant le travail à froid — en lots (3 à 5 jours) ou en continu (minutes)
- La passe de skin-pass élimine les déformations de Lüders, règle la rugosité de surface et améliore la planéité
Conclusion
Comprendre le processus de fabrication du CRC aide les acheteurs à spécifier le bon produit pour leur application. Chaque étape de traitement (décapage, réduction à froid, recuit, skin-pass) affecte directement la formabilité, la qualité de surface et la précision dimensionnelle du produit final.
💬 Besoin de conseils d’experts ?
Nos spécialistes de l’acier sont prêts à vous aider pour la sélection des produits, les questions techniques et des prix compétitifs.